1 / 5

| LASER PARAMETERS | |
| Wave Length (nm) | 915±10 |
| Output Unstability (%) | <3 |
| Rate (Hz) | 50~5k |
| Red Light Point Power (mW) | 0.25~1 |
| LASER HEAD PARAMETERS | |
| Output Head Mode | QBH |
| Fiber Core (μm) | 600 |
| Min Bend Semidiameter (mm) | ≥400 |
| Half Angle of Beam Divergence (rad) | ≤0.22 |
| Fiber Length (m) | 20 |
| ELECTRONIC & OTHER PARAMETERS | |
| Voltage | AC380V±38V, 50/60Hz |
| Control Mode | RS-232/AD |
| Size (W×H×D)(mm) | 650×950×980 |
| Weight (Kg) | <150 |
| Temperature (ºC) | 10~40 |
| Humidity (%) | <70 |
| Cooling | Water Cooling |
| Power Consumption | 22KW |


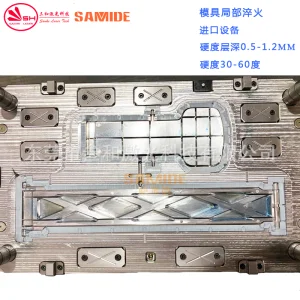
Laser quenching is a sophisticated technique using high-intensity laser beams to heat material surfaces above the phase transition point. Upon rapid cooling, austenite transforms into martensite, significantly hardening the surface layer. This technology is ideal for strengthening guide rails, large gears, journals, cylinder walls, molds, and rollers.