1 / 5

| Wave length (nm) | 915±10 |
| Output instability (%) | <3 |
| Rate (Hz) | 50~5k |
| Red light point power (mW) | 0.25~1 |
| Laser Head Parameters | |
| Output head mode | QBH |
| Fiber core (μm) | 600 |
| Min bend semidiameter (mm) | ≥400 |
| Half angle of beam divergence (rad) | ≤0.22 |
| Fiber length (m) | 20 |
| Electronic Parameters | |
| Voltage | AC380V±38V, 50/60Hz |
| Control mode | RS-232/AD |
| Other Parameters | |
| Size (W×H×D) (mm) | 650×950×980 |
| Weight (Kg) | <150 |
| Temperature (ºC) | 10~40 |
| Humidity (%) | <70 |
| Storage (ºC) | -10~60 |
| Cooling | Water cooling |
| Power consumption | 22KW |















Strong performance designed for precision and durability
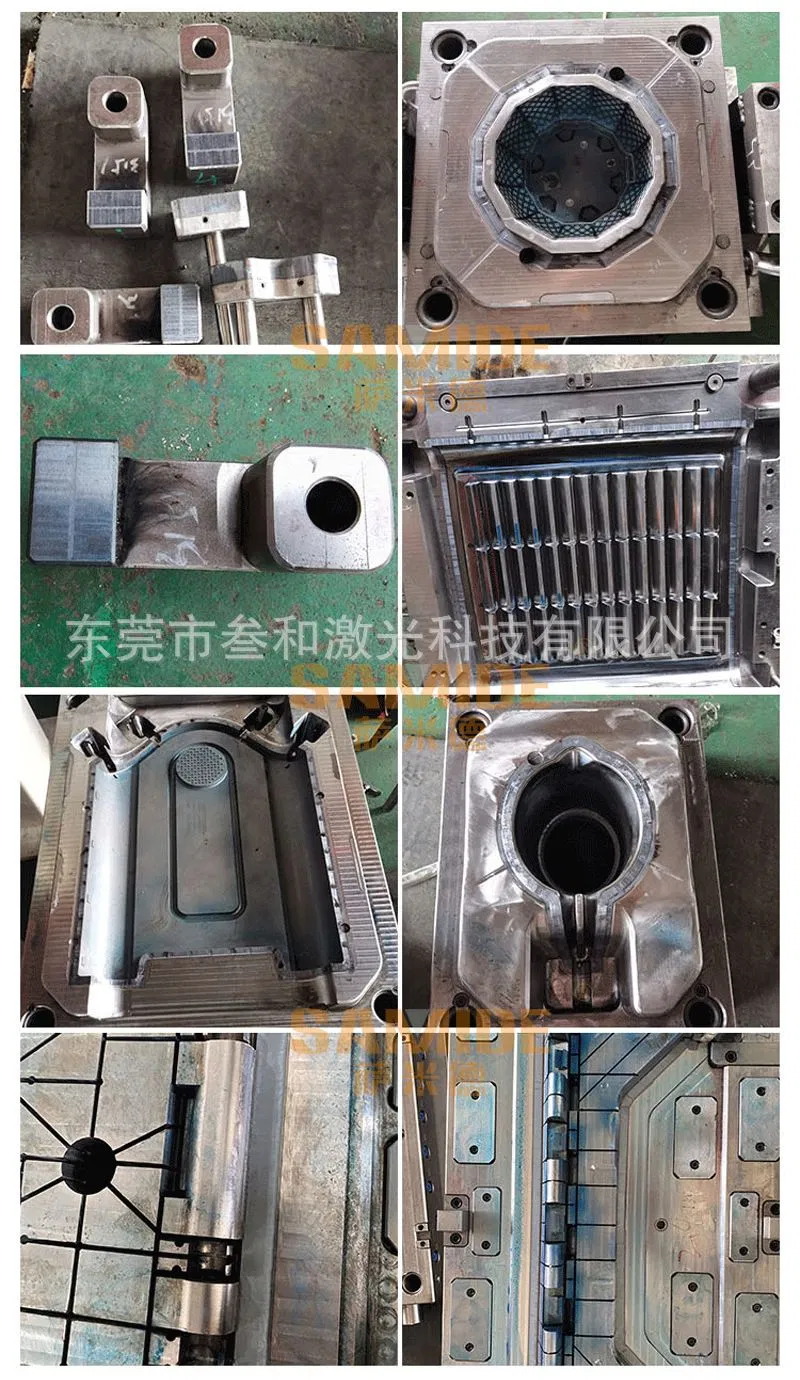
The quenched parts are not deformed. The thermal cycle process of laser quenching is extremely fast. Perfect for medium carbon steel and large shafts.
It hardly destroys the surface roughness and adopts a thin coating of anti-oxidation protection. Ideal for die steel and various complex dies.
Laser quenching does not crack. Features precise and quantitative numerical control quenching for cold work die steel, molds, and cutting tools.
CNC quenching with precise positioning allows targeted local, groove, and slot quenching. Extremely effective for medium carbon alloy steel shock absorbers.
Laser quenching is clean and efficient. No cooling medium such as water or oil is required for processing cast iron materials and engine cylinders.
The quenching hardness is significantly higher than that of conventional methods. The quenched layer has a fine structure with exceptional strength and toughness, perfect for high carbon alloy steel and large rolls.
Features rapid heating and self-excited cooling without furnace heat preservation or cooling liquid quenching. It is a pollution-free, green heat treatment process that easily handles large molds.
With extremely fast laser heating speeds and a minimal heat affected zone, the instantaneous local scanning heating ensures zero to minimal deformation of the processed mold.
Due to the small divergence angle of the laser beam, it provides superior directivity, executing precise local quenching on the mold surface through the specialized light guide system.
Delivers highly controllable hardening layers. The depth of the hardened layer of the laser surface quenching is generally kept between 0.3mm to 1.5mm.