




1 / 5

| Parameter Item | Value / Specification |
|---|---|
| Rotating Speed | 0-150 r.p.m Stepless Adjustment |
| Workpiece Length | 300-5000 mm |
| Work Piece Diameter | 50-400 mm |
| 3 jar chuck | Φ500mm |
| Y,Z travel speed | 0-30mm/sec |
| Z axis laser head load | 20kg |
| Y axis travel | 500mm |
| Z axis travel | 500mm |
| X axis travel | 3000mm |
| Rotate spindle center to ground height | 900mm |
| Concentricity of main shaft and tailstock | < 0.08mm |
| Circular runout of rotating workpiece | < 0.12mm/m |
| Spindle servo motor | 7.5kw |
| X axis servo motor | 0.75kw |
| Y axis servo motor | 0.4kw |
| Z axis servo motor | 0.75kw with brake |
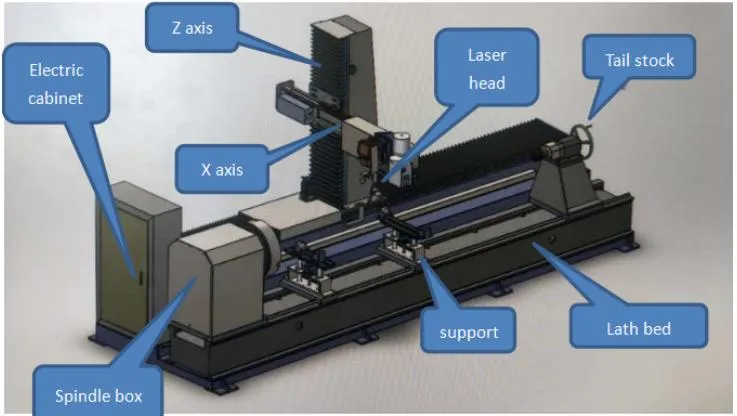
Four axis rotating equipment is used for cladding and surfacing processing. The equipment includes bed, rotating spindle, head, tailstock jacking, workpiece support frame, front, rear, upper and lower shafts of welding gun, walking mechanism of welding gun, machine tool shell, operation box and other accessories.
The equipment bed is a cast bed, and the base and cross are weldments. The casting bed adopts one mountain and one moment structure, which requires casting, tempering, stress relief treatment, milling, guide rail quenching, finishing and grinding. Install the headstock at the front and the tailstock at the rear. Install the cross on the rear side, machine the upper surface, install the guide rail and support the operation of X, y and Z axes. The headstock is driven by high-performance servo motor, decelerated by star reducer, and transmitted to the spindle chuck by synchronous belt to realize the rotation control of welding workpiece. X-axis is driven by servo motor, driven by gear rack and guided by guide rail to realize the longitudinal movement of laser gun. The Y axis is the front and rear axes. It is also driven by servo motor, driven by gear rack and guided by guide rail to realize the front and rear position movement of laser gun. Z-axis is the upper and lower axis, driven by servo motor, driven by ball screw and guided by guide rail to realize the up and down position movement of laser gun. The laser gun is installed in front of the Y-axis and realizes four-axis linkage with other axes through the NC system to complete the laser cladding welding.
For environmental protection and observation, a closed protective cover is designed for the equipment. A large base is installed below and the equipment is installed above. Four split sliding doors are set in front of the closed protective cover to meet the loading and unloading of workpieces up to 3m long. The door is equipped with super arc proof glass, which is convenient for observation and operation. A smoke outlet hole is opened above the protective cover, which can be externally connected with a dust collector or an exhaust pipe. The other three sides are equipped with special doors for maintenance, which is convenient for maintenance.
Open the protective door of the equipment, place the workpiece on the support frame, slightly clamp the workpiece with the four claw chuck of the main shaft, press the workpiece with the tailstock and the center of the main shaft, and then clamp the chuck firmly. Close the protective door and press the start button. The laser is installed on the moving blocks of the upper and lower z axes in the figure. With the numerical control of the front and rear Y axes moving forward to the welding position, the Z axis falls, the spindle servo drives the workpiece to rotate, and the laser walks along the X axis to form a spiral cladding process on the workpiece.
The host machine adopts high-performance PLC as the control core to control the execution of welding procedures. The system has good stability, simple structure and easy maintenance. The motor is precision servo motor, the electrical plug-in element is top-grade, the welding length is detected by rotary encoder closed-loop, and the position detection, such as gun position, is detected by imported contactless switch.
Integrated control panel box: Control buttons, touch screen and welding specification control are centralized on one panel, which is convenient to use and operate.
The "adjustment" status: Can adjust the start and stop of equipment, the telescopic action of Pneumatic Tailstock and pneumatic bracket, and the coordination between program actions.
The "automatic" state: Can realize the automatic control of automatic welding processes such as automatic arc striking of welding power supply, automatic start of welding host, ejection of Pneumatic Tailstock and pneumatic bracket, automatic arc starting and extinguishing of welding power supply, automatic stop of welding host, automatic return of Pneumatic Tailstock and pneumatic bracket to their original position, etc.




This equipment is highly designed for powder metallurgy, mining, and general manufacturing industries, delivering specialized metal surface cladding and deep fusion welding.
The system accommodates workpiece diameters ranging from 50mm to 500mm, workpiece lengths between 300mm and 6000mm, and weights up to 2000kg.
It achieves a single side cladding layer thickness ranging between 0.5mm and 2.5mm, depending on materials and parameters.
The Adjust mode permits manual testing of individual pneumatic movements and calibration. The Automatic mode enables fully automated welding workflows, including automatic start/stop and position resets.
The machine features a fully enclosed protective cover equipped with high-protection arc-proof glass and a smoke extraction outlet ready for dust collectors, ensuring a clean and safe workshop environment.
It utilizes high-precision servo motors across X, Y, Z, and rotational spindle axes, backed by an advanced PLC system, rotary encoder closed-loop length detection, and contactless limit switches.









